| 工艺创新: |
|
|
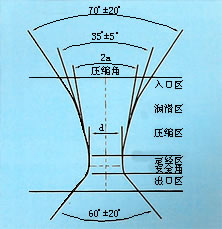
典型的压缩角和定经长度 |
|
减速率 |
铅、锌、银、金 |
铝、镍、铜 |
黄铜、不锈钢 |
高碳钢 |
加热钨 |
|
8-12% |
16° |
12° |
11° |
10° |
10° |
|
12-16% |
18° |
14° |
13° |
12° |
12° |
|
16-25% |
22° |
18 |
16° |
15° |
12° |
|
25-35% |
24° |
22° |
19° |
18° |
14° |
|
定经长度 |
0.2-0.5d |
0.4-0.8d | | |
| |
 |
|
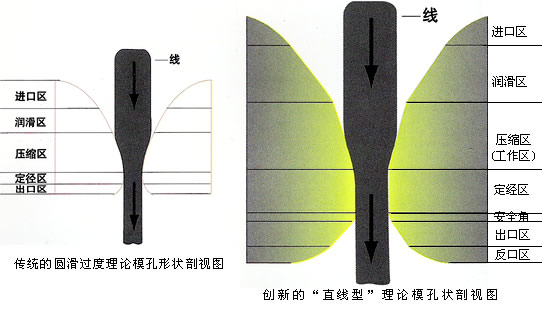
各区域名称 |
创新的“直线型”理论孔型的优越性能 |
|
进口区 |
进口穿丝顺利,我们把进口区抛光以便拉丝液(乳)顺利回旋 |
|
润滑区 |
传统拉丝模润滑区抛光略差,我们把润滑区精细抛光,使丝材轻松过度 |
|
压缩区 |
“直线型”工作区可减少拉拔力,变点接触为面接角拉拔,减少摩擦力和模磨损,变形结构更合理、稳定。上道次进线变粗或变细皆能顺利拉拔。 |
|
定经区 |
“直线型”定经区可长时间保证线材的准确直径、光洁度和不圆度。 |
|
出口区 |
出口区国一安全角可保证丝材拉出无伤痕。寿命有越拉越长的趋势。 |
|
反口区 |
反口加深,可较大的支撑反口的拉应力。 | |
| |
|
|
|
|
|
|
|
|
|
|
|
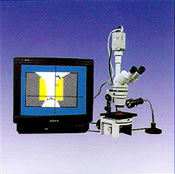
部分工序检测设备 |
电脑数码检验(用纵横坐标测量角度、直径和中心对称) | |
|
|
|
50W超声波研磨机 |
150W超声波研磨机 |
400W超声波研磨机 | |
|
|
|
|